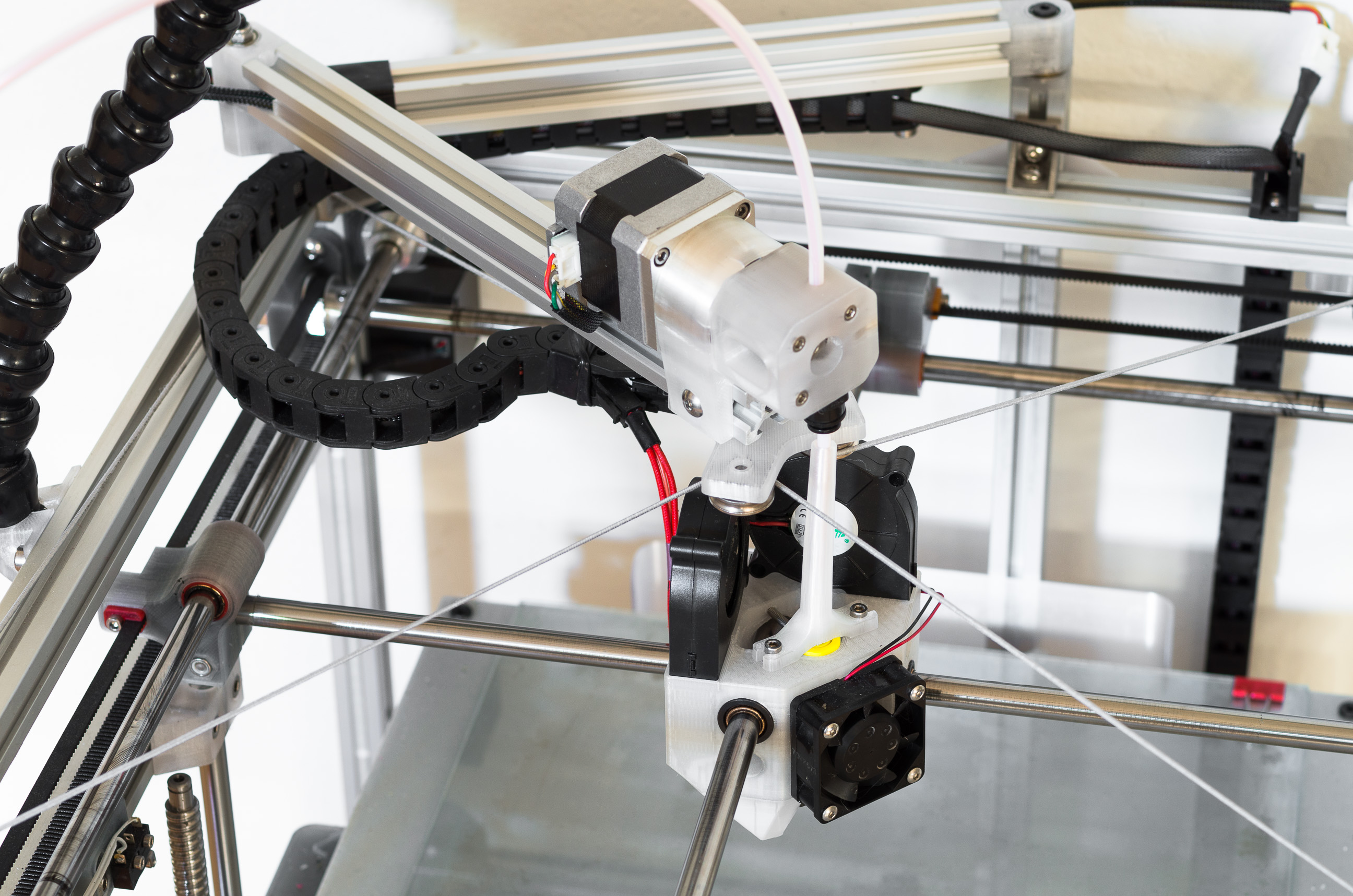
A flying extruder makes a lot of sense on a delta, where it moves much less than the hotend (shorter distances and slower speeds) but it doesn’t seem like it would translate well to a cartesian printer. I tried it anyways. I didn’t like the artifacts I was getting from a long bowden drive or direct drive on my Eustathios, and in the process of shortening the bowden tube, I ended up with a cartesian version of a flying extruder setup.
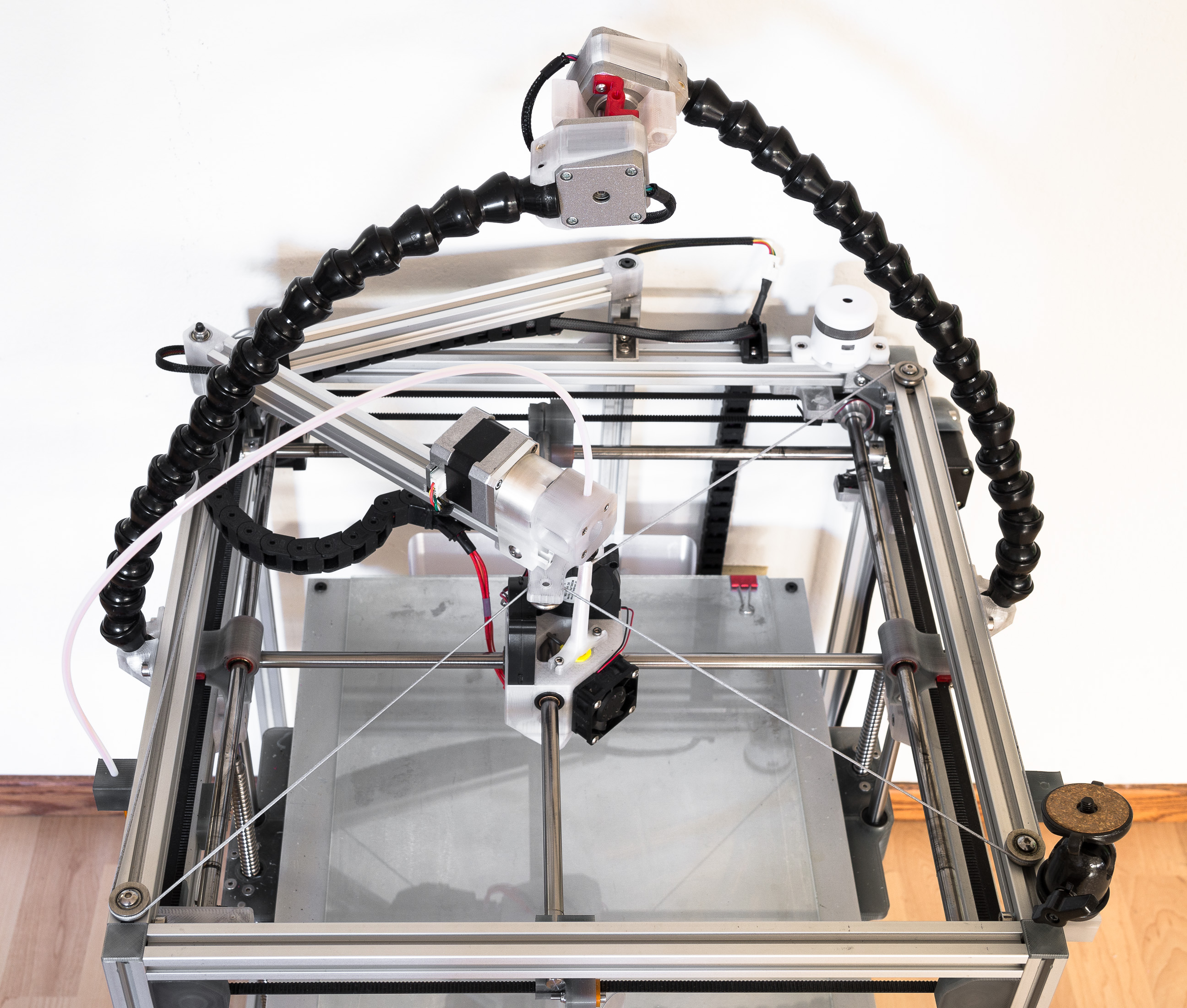
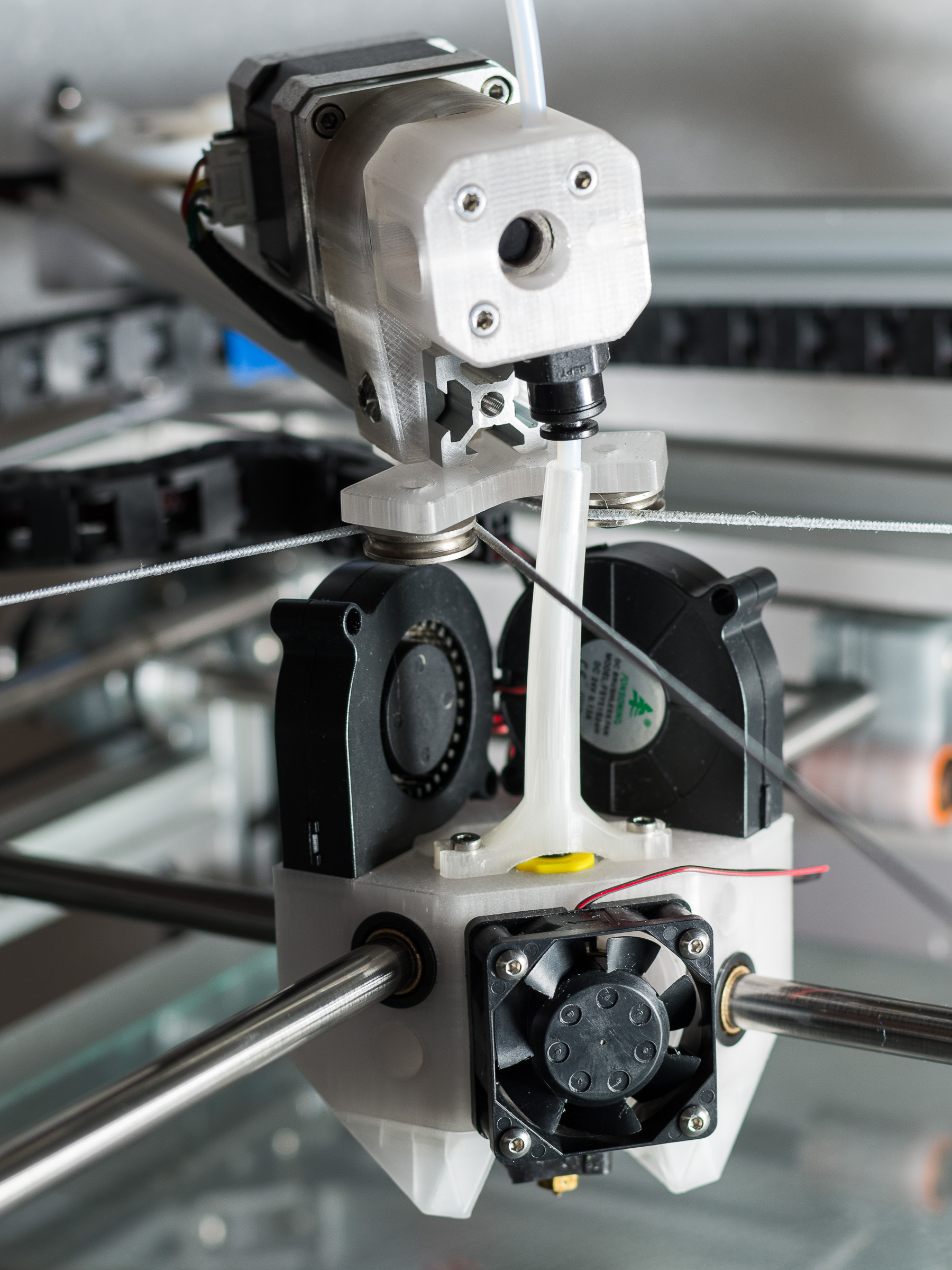
This picture above my Eustathios Spider v2 running a Bondtech geared extruder. The mass of the heavy geared stepper is entirely supported on a pivoting arm (it’s actually loaded so the extruder pulls up slightly on the extruder carriage). A TPU support tube adds rigidity to the PTFE tube to prevent it from bending too much and some shock cord running through grooved pulleys helps to dampen some of the oscillations during infill. By adjusting the height, you can adjust your setup to be more “bowden” or more “direct”. I’ve adjusted the extruder to be as close as possible to the hotend without hitting the fans. The loc-line is part of a previous setup and isn’t currently used (except for extruder testing).
Bowden artifacts


Here’s an example of one of the problems I was running into using a long bowden tube. The print on the left shows significant underextrusion artifacts from the long bowden tube (extruder mounted on the side of the printer). The lighter areas are the result of air gaps in what was supposed to be a 100% infill print. The print on the right was printed with the extruder mounted about a foot about the printer, using a bowden tube that was about half as long.
While it was usually possible to tune out most of the artifacts, even with the longer bowden tubes, I couldn’t keep it working reliably and often required compromises that I didn’t want to make (like increasing print temperature). Changing the plastic, nozzle size, print temperature, etc. required re-tuning to find the new optimal retraction settings. As I shortened the tube, the tuning got easier as the range of settings that produced acceptable results increased significantly.
Does it work?
{kind=link}
{kind=link}
{kind=link}
After trying several other configurations since building my printer, and have settled on this one (for now). I’ve run with this setup for a few months now, and it works a lot better than I expected, I get the benefits of a short bowden tube, without the ringing caused by going direct drive. Surprisingly, I haven’t noticed any print artifacts that I can attribute to this setup, but it is a lot more complex and it looks strange. Max speed with flexibles is slower than with a direct drive but it doesn’t have any problem printing TPE (NinjaFlex) or TPU and ringing doesn’t seem any worse than with any other bowden setup. Extrusion width is consistent enough that it is no longer be an issue and it tolerates a fairly large range of retraction settings (I usually retract roughly 50% more than I do with a direct drive extruder).
Of course, YMMV, the prints are far from perfect and I don’t know if this configuration will work for others. I still prefer direct drive and may experiment with a full-time direct drive setup at some point. I print with a large variety of filament, but mostly at high quality settings (most prints extrude around 60mm/sec, travel around 150mm/sec, with a 0.125mm layer height). Acceleration is usually set between 2000-3000, to minimize ringing.
Other experiments
For reference, here are some of the things that didn’t work was well for me in the order I tried them (of course different people have different needs and you may prefer other options)
- Hanging the extruder gallows-style, with elastic bands connected to the 4 rod holders – I only set this up very experimentally, with rubber bands and bungee cords, but the extruder bounced around much for me to be comfortable with this setup (it was too stressful to watch).
- Standard bowden mount on side of the printer with a long arced bowden tube – I know a lot of people are successful with this approach, but I was never able to get the kind of results I needed with this setup. After each retract, the extrusion width would be off until the pressure built up, which would result in underextrusion after each retract. This was primarily objectionable when printing transparent filaments at 100% infill, which I do a lot. With solid filament, most of the artifacts were mostly hidden by the outside perimeter.
- Direct drive mounted directly on the carriage – This worked, and I would use it for flexible filaments, but it caused too much ringing at higher speeds for me to use it full time (I’m running with 10mm cross rods). Switching between bowden and direct was quick, but still inconvenient. It may work better with a better balanced direct extruder design, and I may try that at some point.
- Bowden mounted rigidly above the printer – I set up some extra aluminum extrusions and built an A-frame above the printer, and mounted the extruder to it. This worked better, the bowden tube length was cut in half and I was able to print flexibles like Ninjaflex (slowly). Extrusion consistency was a lot better with this setup, and I was able to print solid prints again, but it was still hard to get it working consistently and I had to spend a lot of time tuning retraction to get acceptable results. It also made the printer too large to fit in my car.
- Bowden mounted on flexible loc-line above the printer – This was a collapsable version of the A-frame, which made it possible to put the printer in my car without any disassembly. It also made it possible to move the extruder closer to the hotend with a shorter PTFE tube if that was needed for a small print. I frequently ran with a PTFE tube that was too short to cover the entire build area since most of my prints aren’t that big. I was mostly happy with this setup, but I find my current setup works better and is much more convenient.
Prints
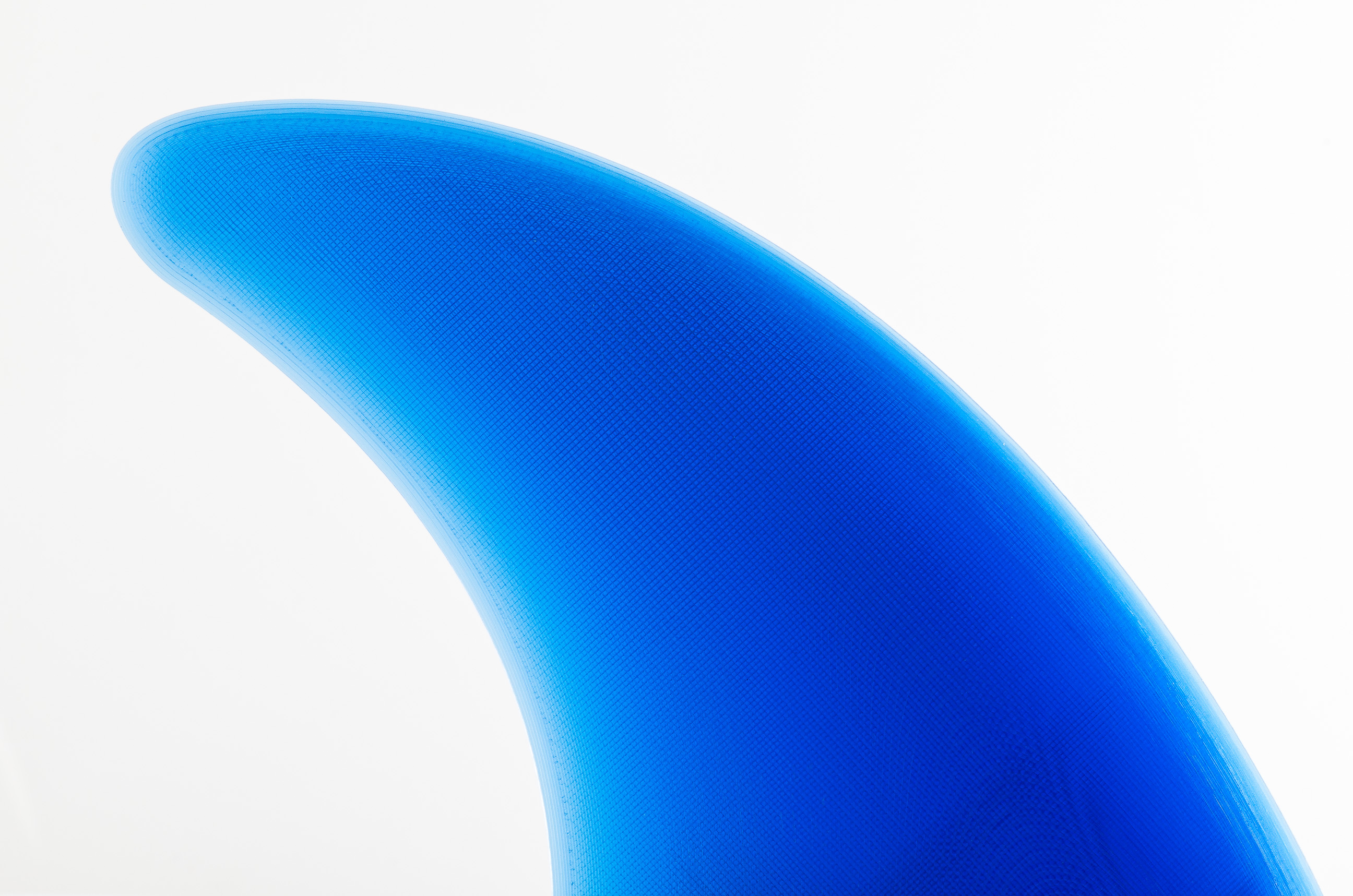
This is the latest print off my printer, it’s a replacement fin for a stand up paddleboard and a good example of the type of print I was having problems with when using a long bowden tube. This part was printed in Atomic Filament’s Clearance PLA printed at 100% infill, 0.06mm layer height, 0.6mm nozzle.