
There are a lot of parts on a 3D printer that I expect to be a fire risk, the hotend, the heated bed, the wiring, the power supply, the controller. Fans weren’t on that list, until now. Turns out there are several more points of failure to worry about with each printer, especially since I do run them when I’m asleep or out of the house.
3D Printers
Cranestyle Mini – Guideways Version
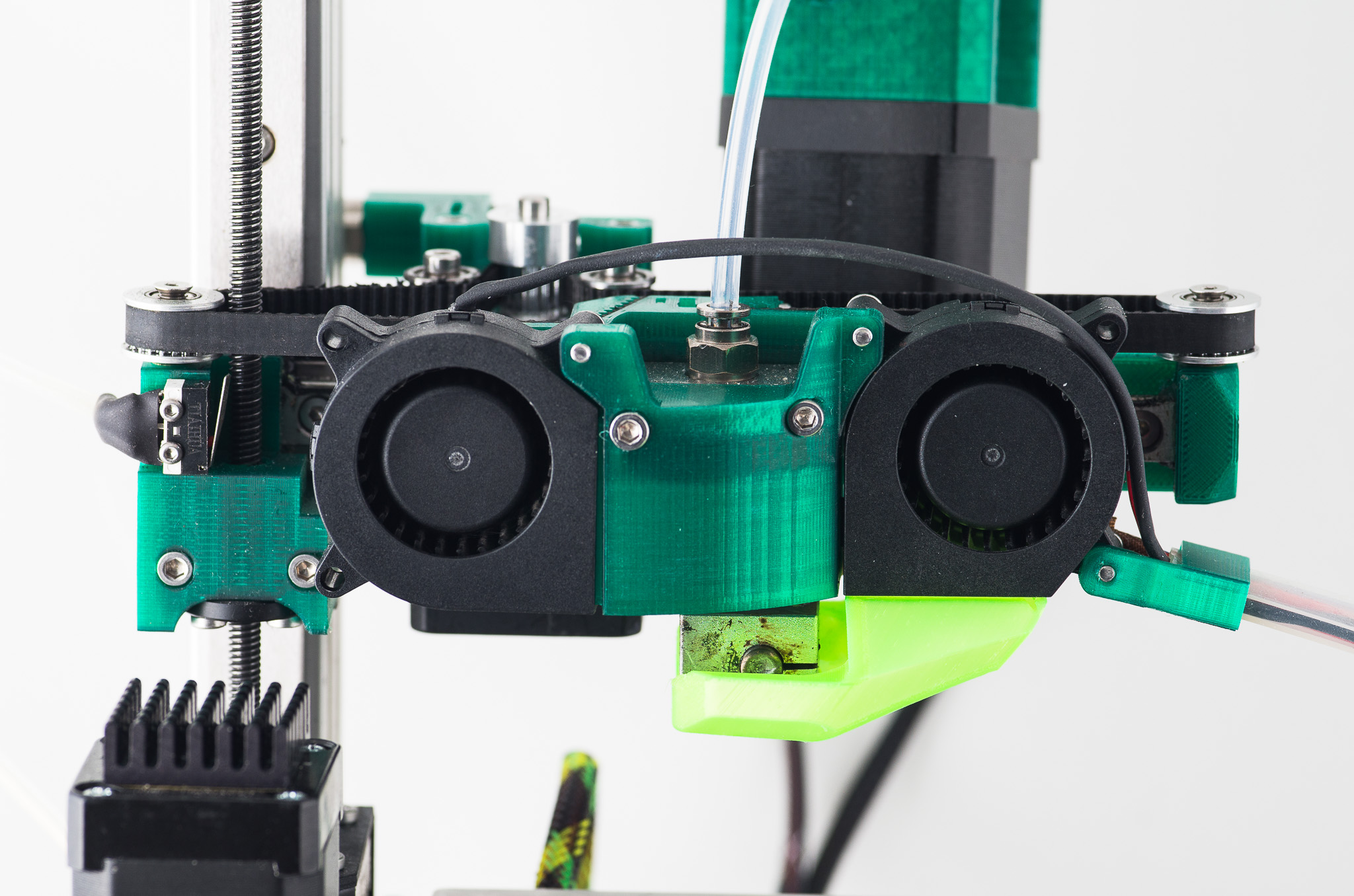
Here’s my latest printer, it started out as a copy of Whosawhatsis’s Cranestyle Mini, but diverged when I had some difficulties getting the linear rails I ordered. The 12mm rails from AliExpress were delayed, then missing, then the wrong size. In the meantime, a friend gave me some linear guideways and a 14mm linear rail and I ended up building this printer around those.
3D Printer Failure 2 – Part Cooling Wind Shadow
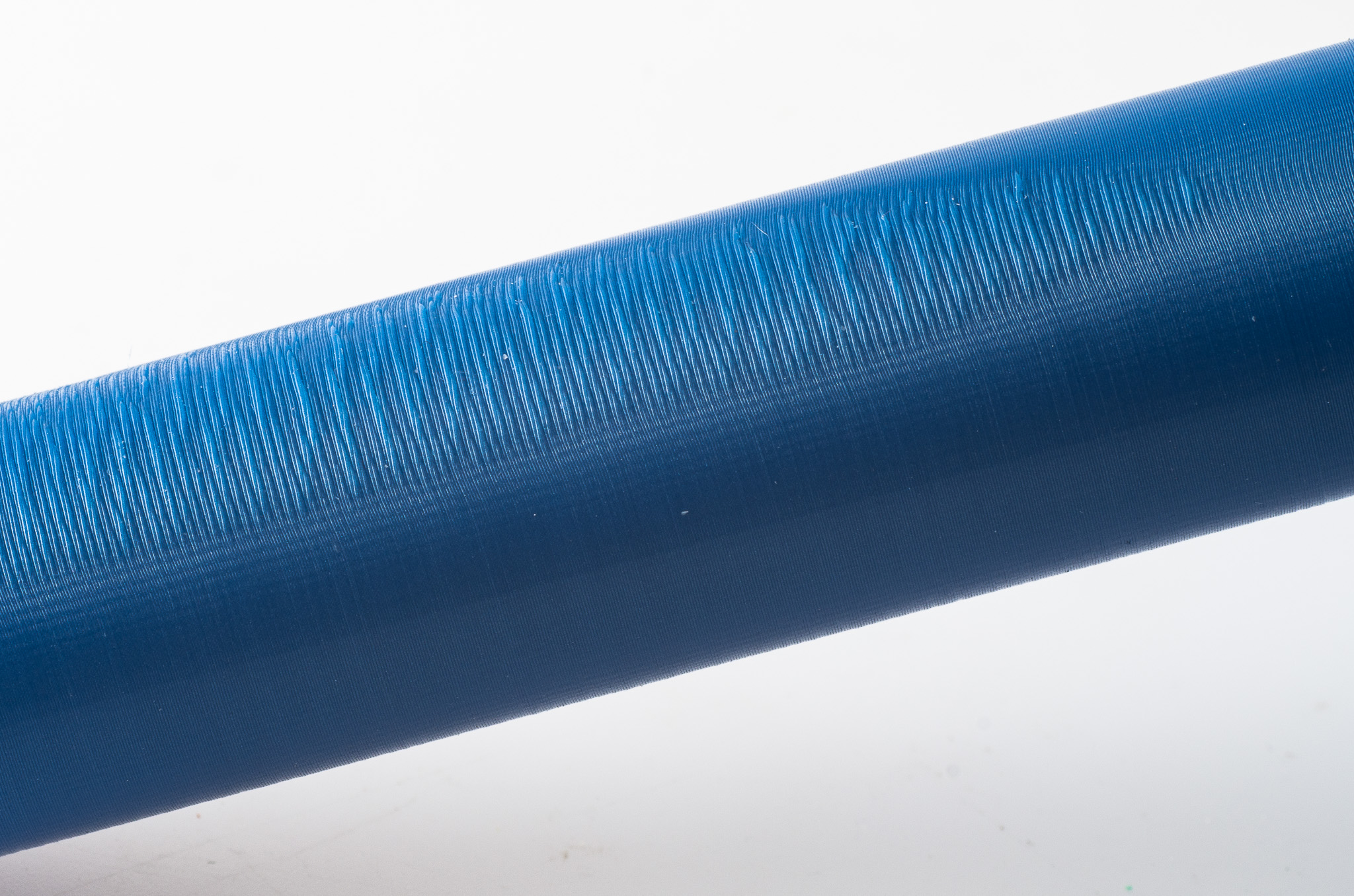
This picture shows the kind of printing failure that frequently results from a poorly designed cooling duct. Most of the cylinder printed fine (still tuning this printer), but the part in the wind shadow of the cooling duct was still malleable when the next layer was added, causing the layers to buckle and bulge instead of stacking properly.
6 Dual Drive Bowden Extruders
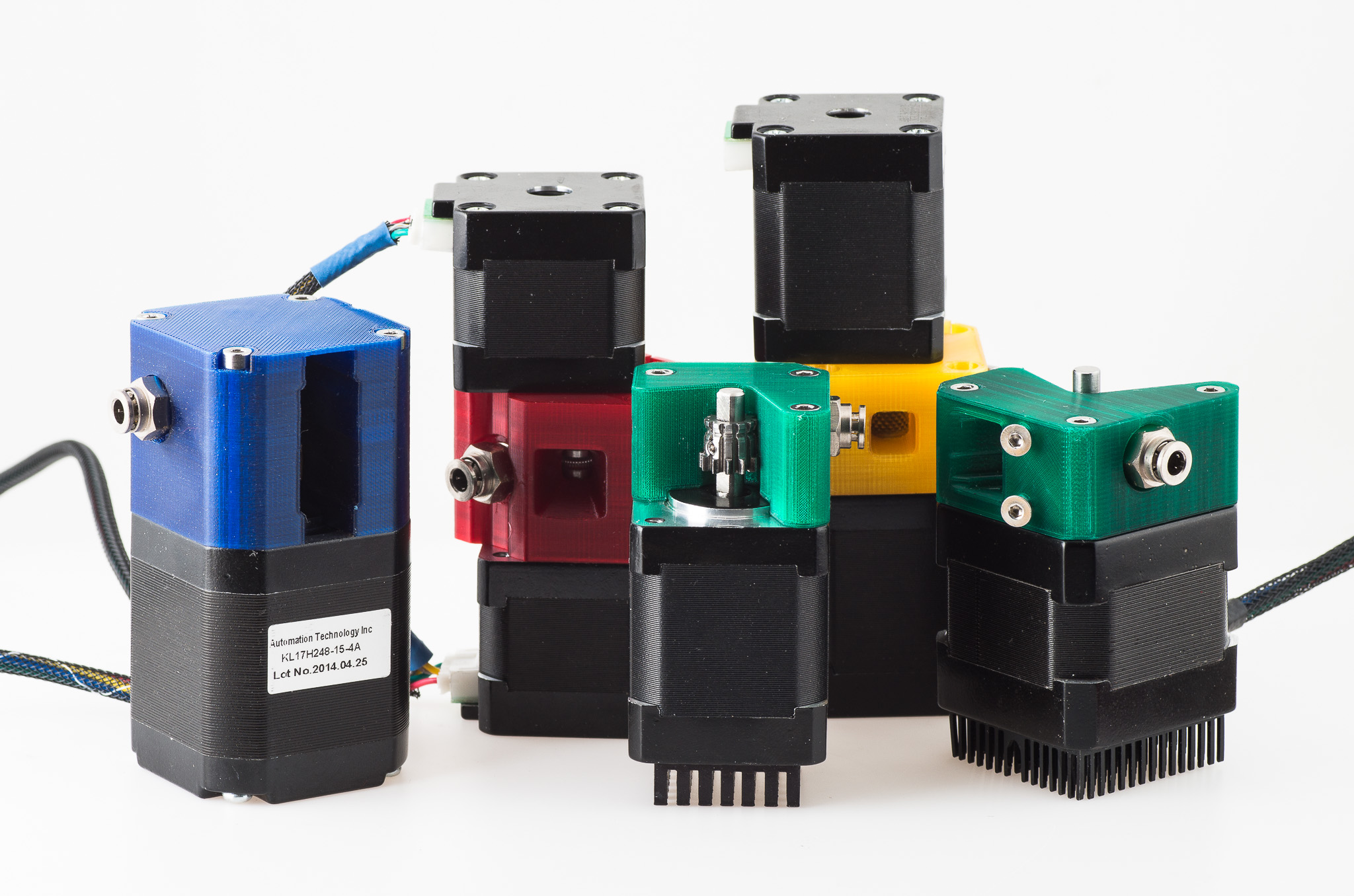
I just uploaded a few bowden extruder designs that I’ve been testing. They are all dual drive, direct drive, print in a single piece, and none of them have a quick release mechanism for the filament (I usually load and unload filament using gcode scripts).
Bowden Coupler Review

There are a lot of options for bowden couplers and while I haven’t tried them all, here are the ones I’ve tried and my experiences with them. They were all used with 1.75mm filament, 4mm teflon tubes, a BondTech extruder, and an E3D v6.
Tiko Part 5: Part Cooling
I’m always surprised when a 3D printer designed around printing PLA comes without a part cooling fan. Though less so in the case of the Tiko, given the pricepoint. If you’ve seen some of my extruder designs, I prefer printing with a lot of airflow, the more the better (as long as you have control over it). So here’s one way to add part cooling to the Tiko.

Tiko Part 4: Fixing the Motor Mounts
I’ve heard many times over that to test backlash in a printer you can grab it by the nozzle and wiggle it around (with the nozzle cold of course, but with the motors powered up). Ideally nothing moves, but when I tried that with my Tiko there was a disconcerting amount of motion. The motion came primarily from two sources, the motor mounts and the flexible delta rods. The movement from the rods at least offered up a bit of resistance so I expect those to be only an issue at higher speeds, but the movement in the motor mounts offered almost no resistance.
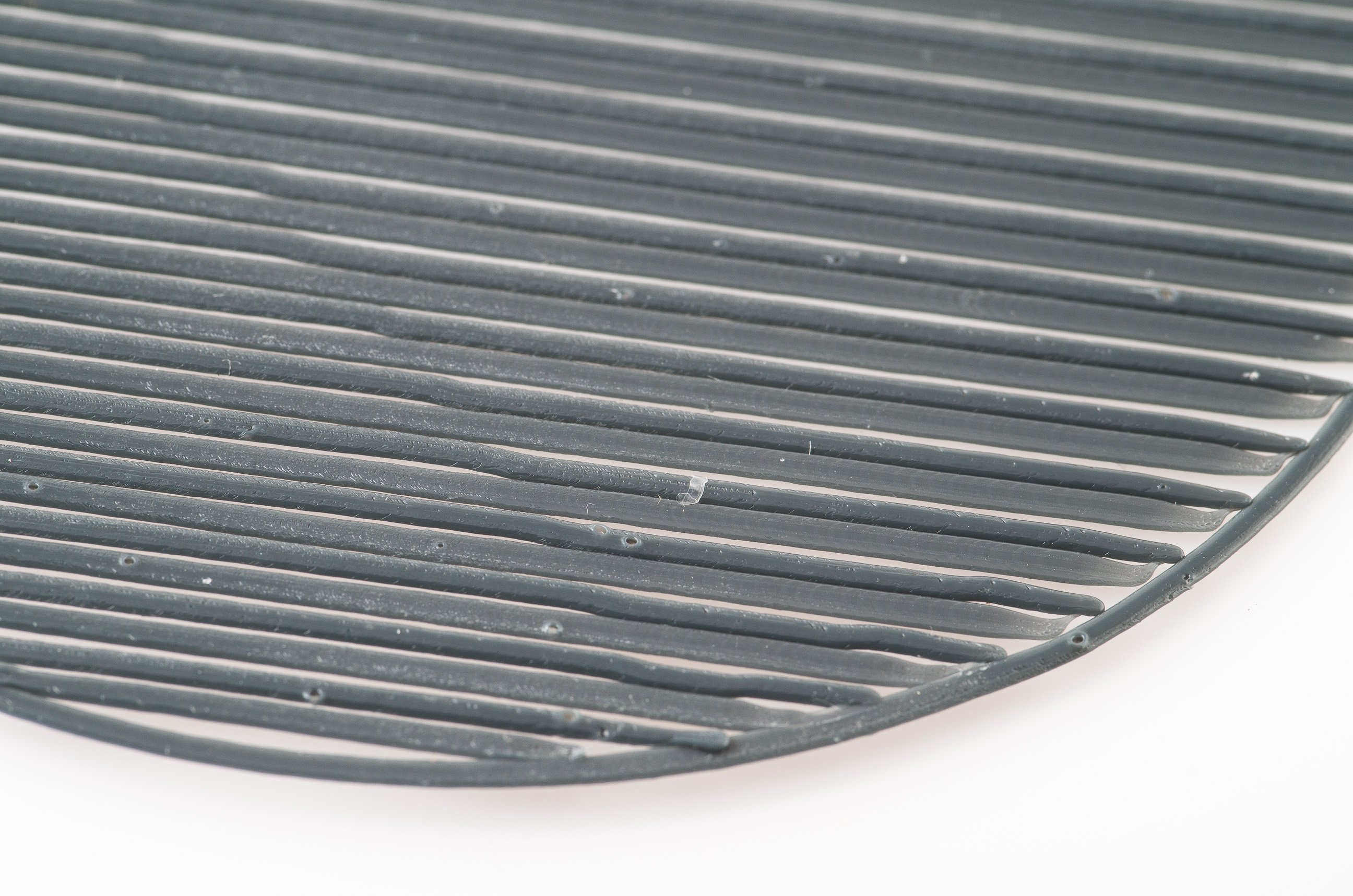
I assume this is the source of many of the unexpected motion I sometimes see from my Tiko, the jumping to the side when moving the nozzle up and down, the shifting when trying to print a straight line. You can see some of the shifts in the raft print above, the nozzle will be printing a straight line and it will shift to the side. Interestingly you can also see some craters in the filament, that’s what happens when you don’t store your filament properly and it absorbs moisture (I’ve mostly been testing unspooled leftover filament that wasn’t stored properly). I store all of my open filament spools in watertight bins and with rechargeable desiccant, but you can read more about that here,
Tiko Part 3: Reinforcing the delta arms
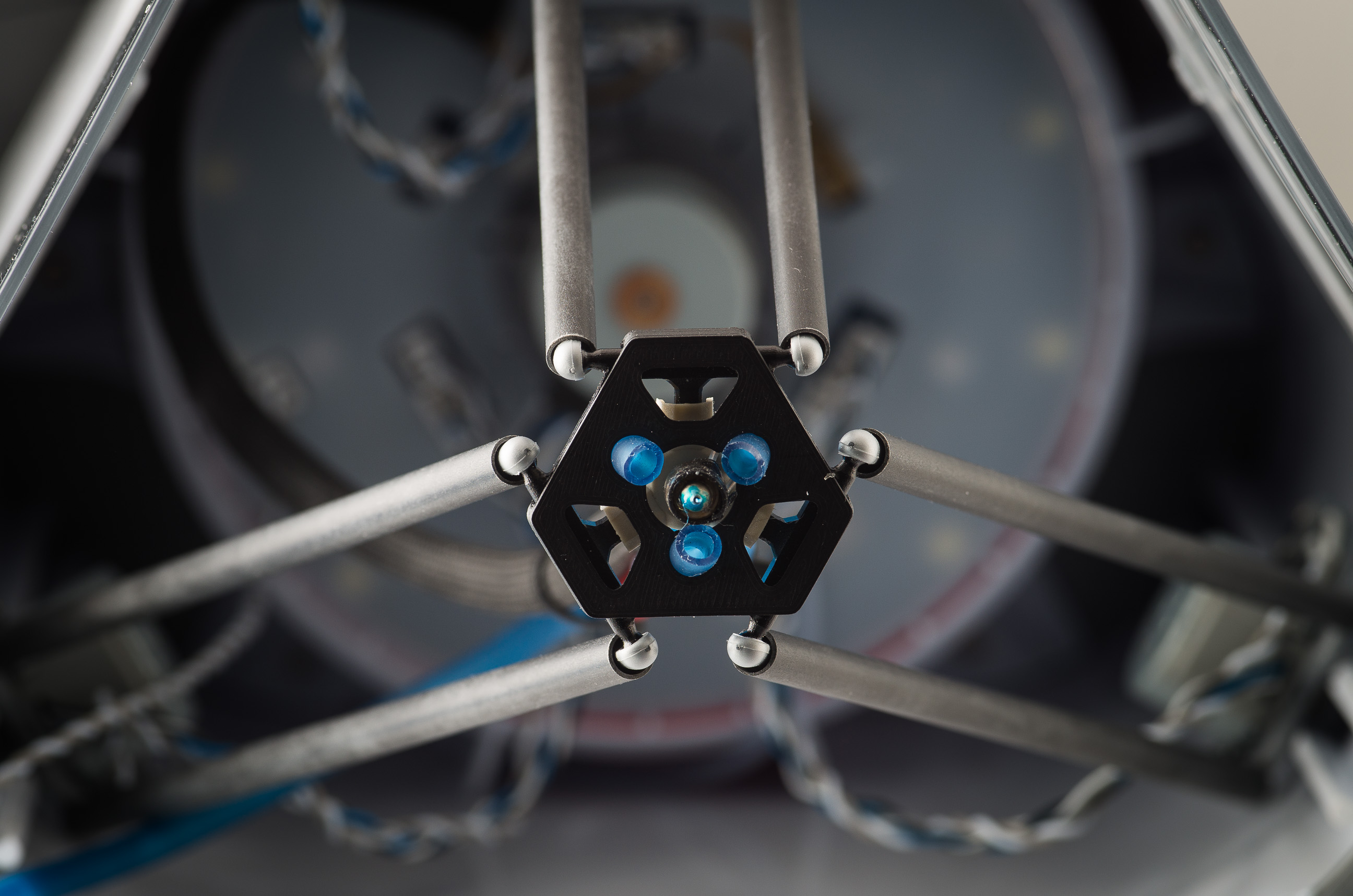
I added some epoxy tubing to reinforce the the delta arms on my Tiko. The tubes are approximately 200mm long and have an inside diameter of 0.219 inches (5.56mm). You can get them from Tap Plastics, but you will need to cut them yourself (one 32.5″ rod can be cut down to 4 – 201mm rods for the Tiko, you’ll need 6).
Tiko Part 2: First Prints and Adjusting the Extruder Tension
My first prints with the Tiko was terrible (not unusual for a 3D printer), I used the default settings including the default temperature of 210°C and it was clearly too hot, making the test print come out a melted mess. No problem, I know how to fix that. So next I tried 190°C and it came out very underextruded. The clicking sounds made it clear that the something in the extruder system wasn’t keeping up.

Tiko Part 1 – First Impressions
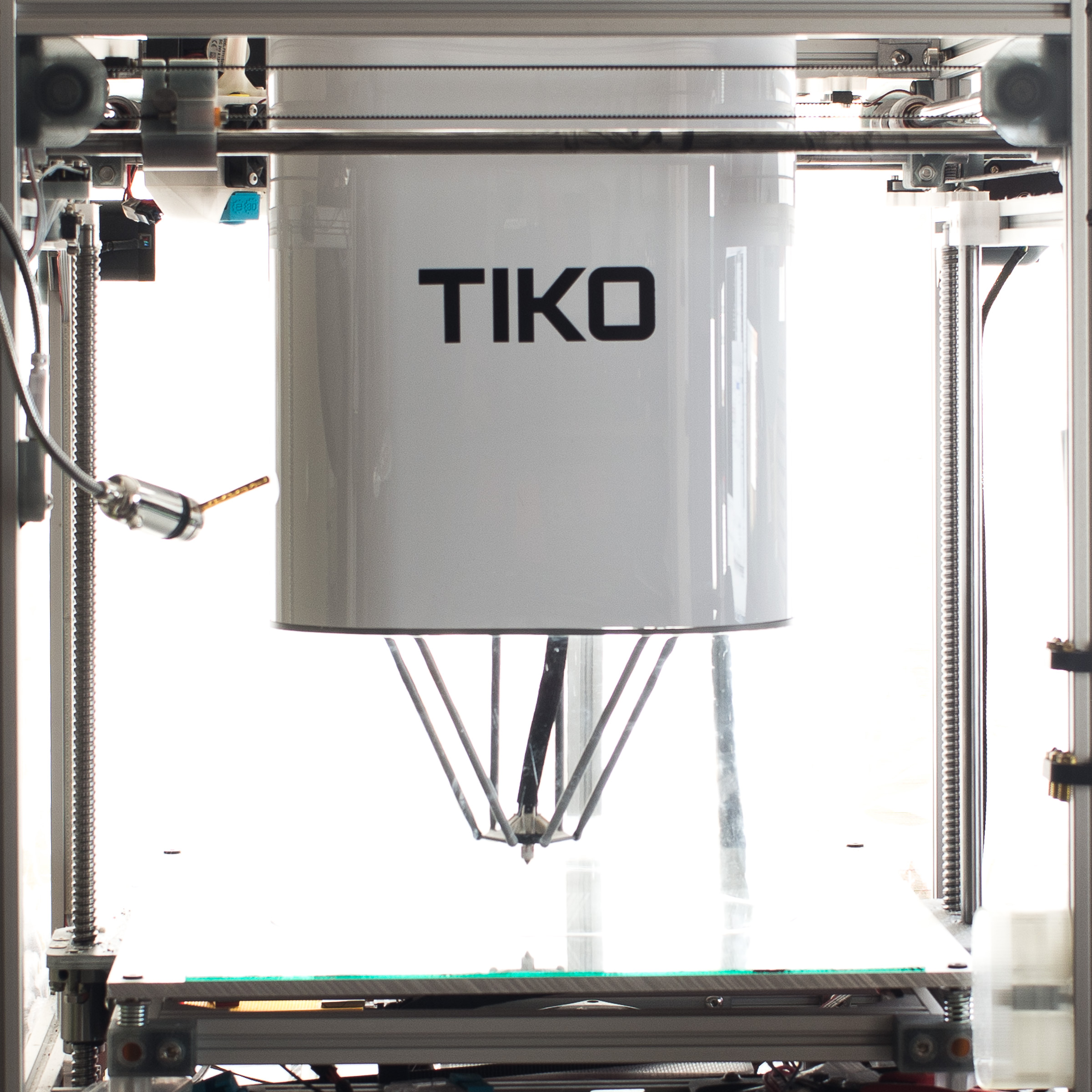
Along with some 16 thousand other people, I joined the Tiko Kickstarter in the spring of 2015, and it recently arrived in the last days of 2016. The Tiko is an interesting printer, a mini delta, costs less than $200, includes built in WiFi, is fully enclosed, is fanless, comes with a built in slicer, is compatible with other slicers and filaments, and is easy to setup. And although it doesn’t come with a heated bed, it’s also compatible with the heated bed of my Eustathios (pictured above). As of early 2017, here’s a few of my first impressions (I expect things will be changing quickly).
Eustathios Initial Build

This post describes my initial build of a Eustathios Spider v2 (github link) in 2015. It isn’t a detailed build log, just a list of changes I made from the standard build process and the rationale behind them. I have made other modifications since then, but I will have to save that for a future post.
BoXZY Unboxed
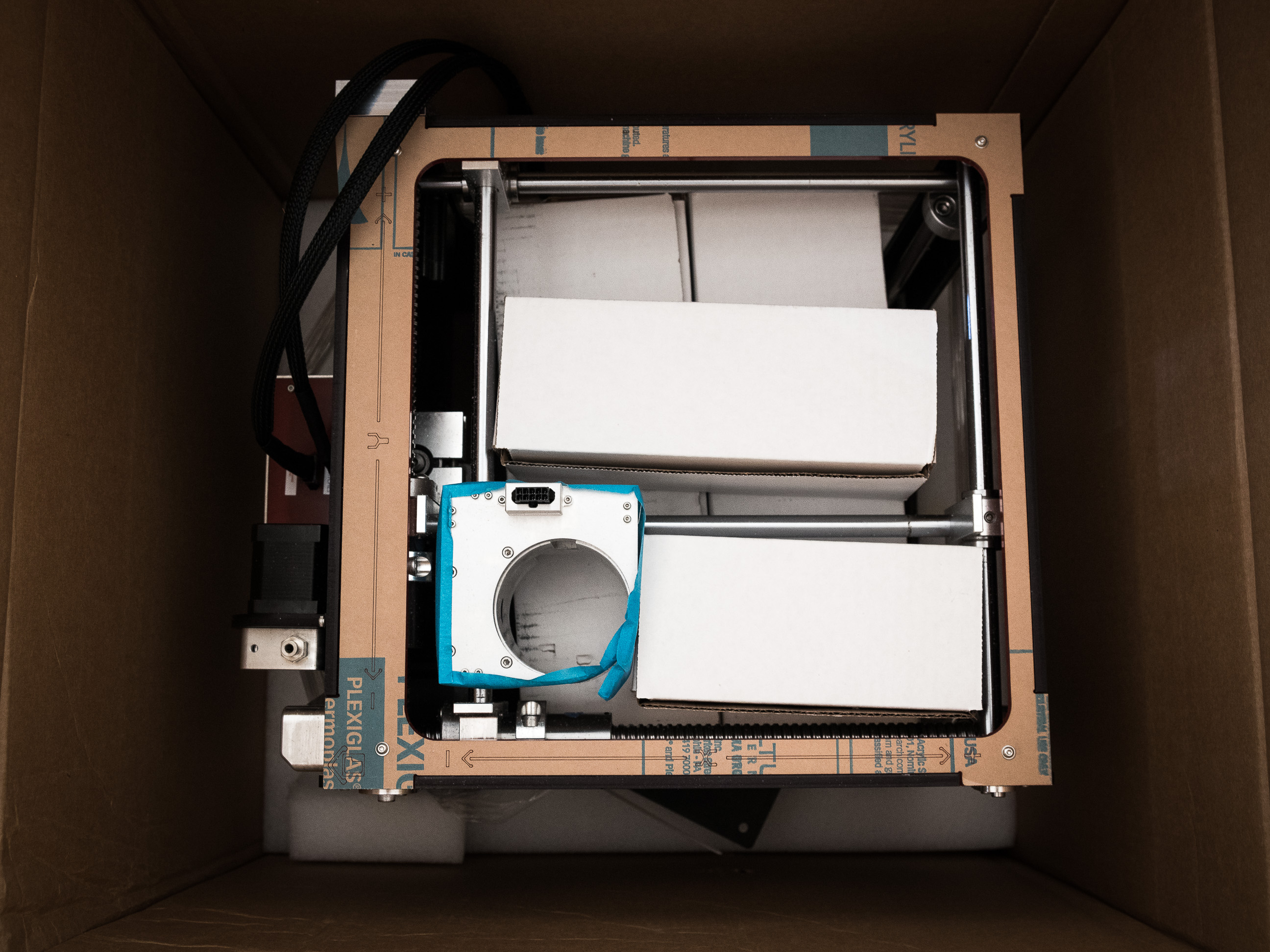
BoZXY Kickstarter arrived about 24 hours ago (backer #28), with mill and laser attachments in an approximately 20in³ box. Here’s more pictures of the contents…