
This post started as a test to show why PLA is doesn’t work for designs that put a constant load on the part (part of the part failure series) and I was curious how ABS and 910 nylon would perform relative to PETG. But as is often the case, the some of the results were in line with my expectations, and others were a complete surprise.
Filament
Calibrating Extruder Grip
I’ve been experimenting with several new dual drive extruder designs for the latest printer I’ve been building. Every time I make a new iteration, I have to recalibrate the gap or tension setting on the extruder. Here are the steps I take to calibrate each iteration, which may want to try if you print one of these designs.

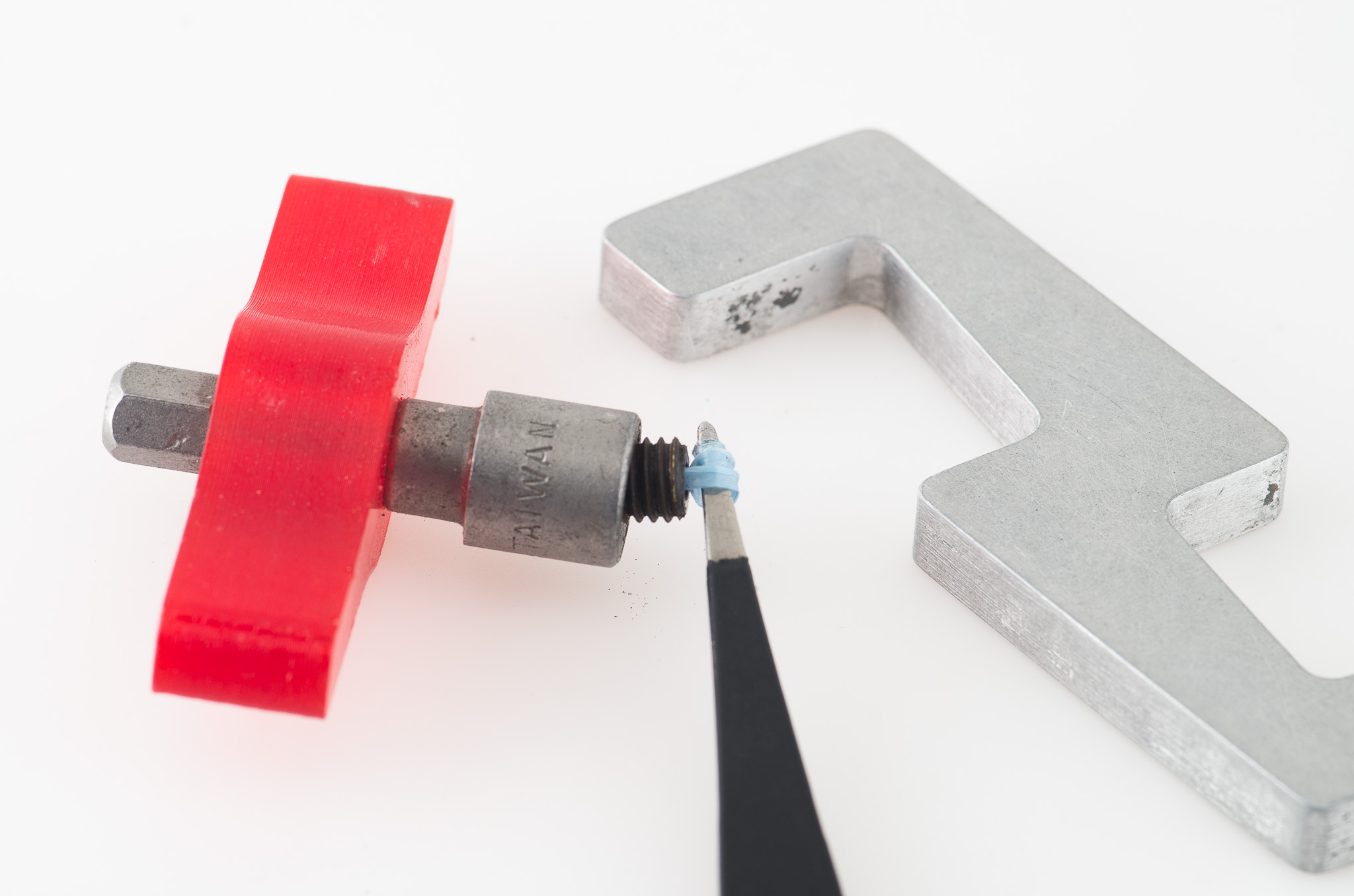
Swapping and Clearing Printer Nozzles
When I change nozzles on my printer (which I do often to switch between nozzle sizes), I usually remove any remaining filament in the nozzle. It helps keep the nozzle clean and reduces color and plastic contamination the next time you use the nozzle. The process is similar to doing a cold pull, but quicker if you’re already planning to change the nozzle.

Part Failure 1 – Crazing and Cracking
The plastics used in 3D printing behave differently under a constant tension, some are elastic and return to the original shape when that tension is removed, some creep, and take on a new shape as a result of that strain. Then there’s crazing and cracking which you can see in the print above.

Printing Failure 2 – Detached Part (Hairball Variation)
Sometime a part detaches from the build plate, especially when using higher warp filaments or an unheated build plate. There are several things that can happen at this point with a filament hairball being one of the best results.


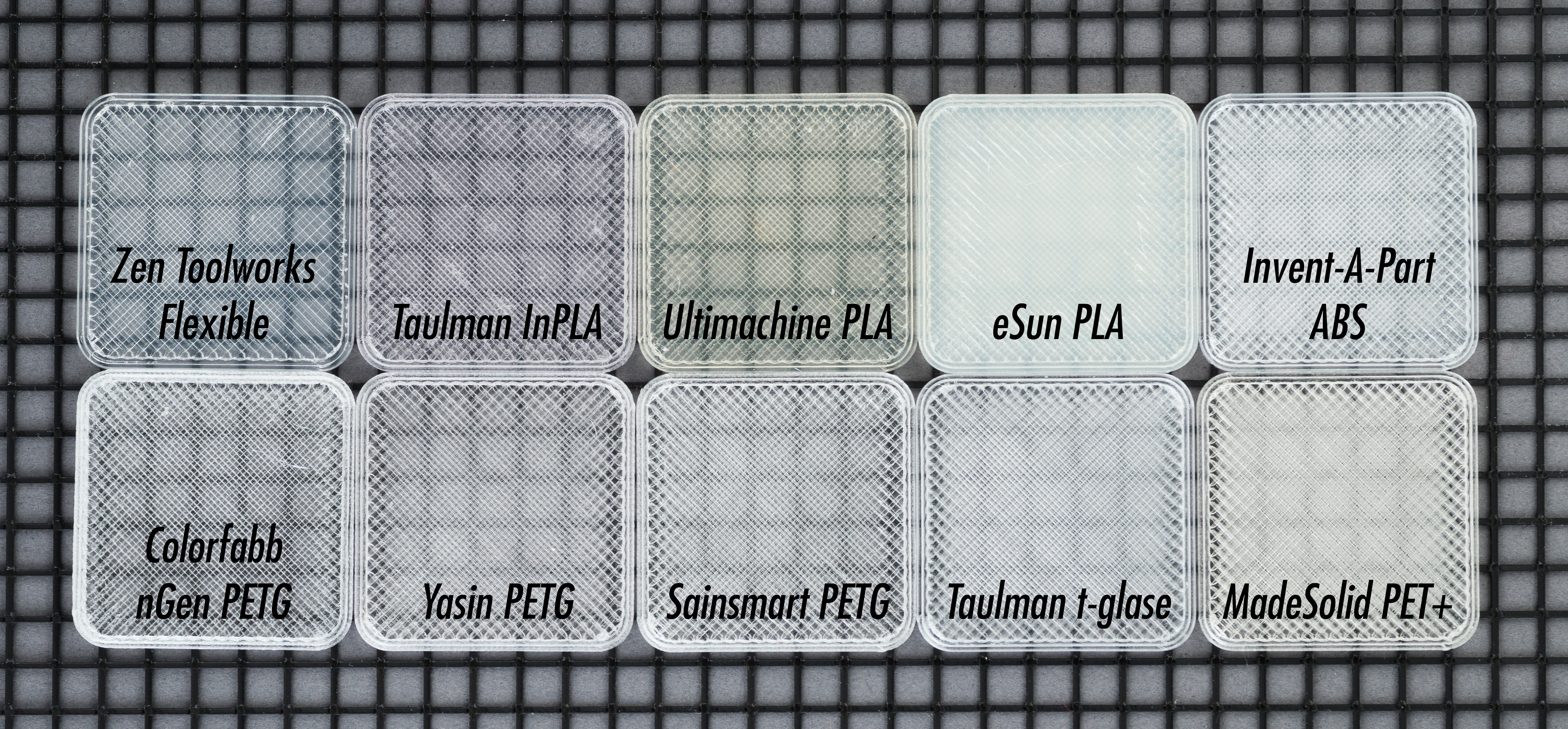
Moisture in new printer filament
Almost all of the filament suppliers vacuum seal their filament with a desiccant packet pack to ensure your filament arrives dry and ready to use. That’s the theory, but I’ve noticed a few filaments arrive wet, with the moisture perfectly sealed in to ensure you have a poor first experience with the filament.
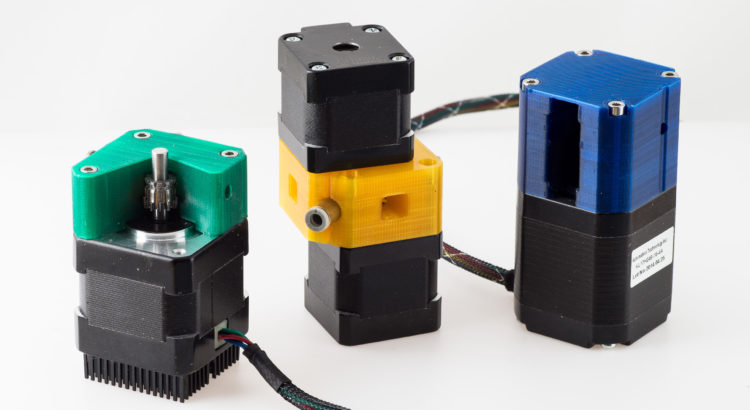
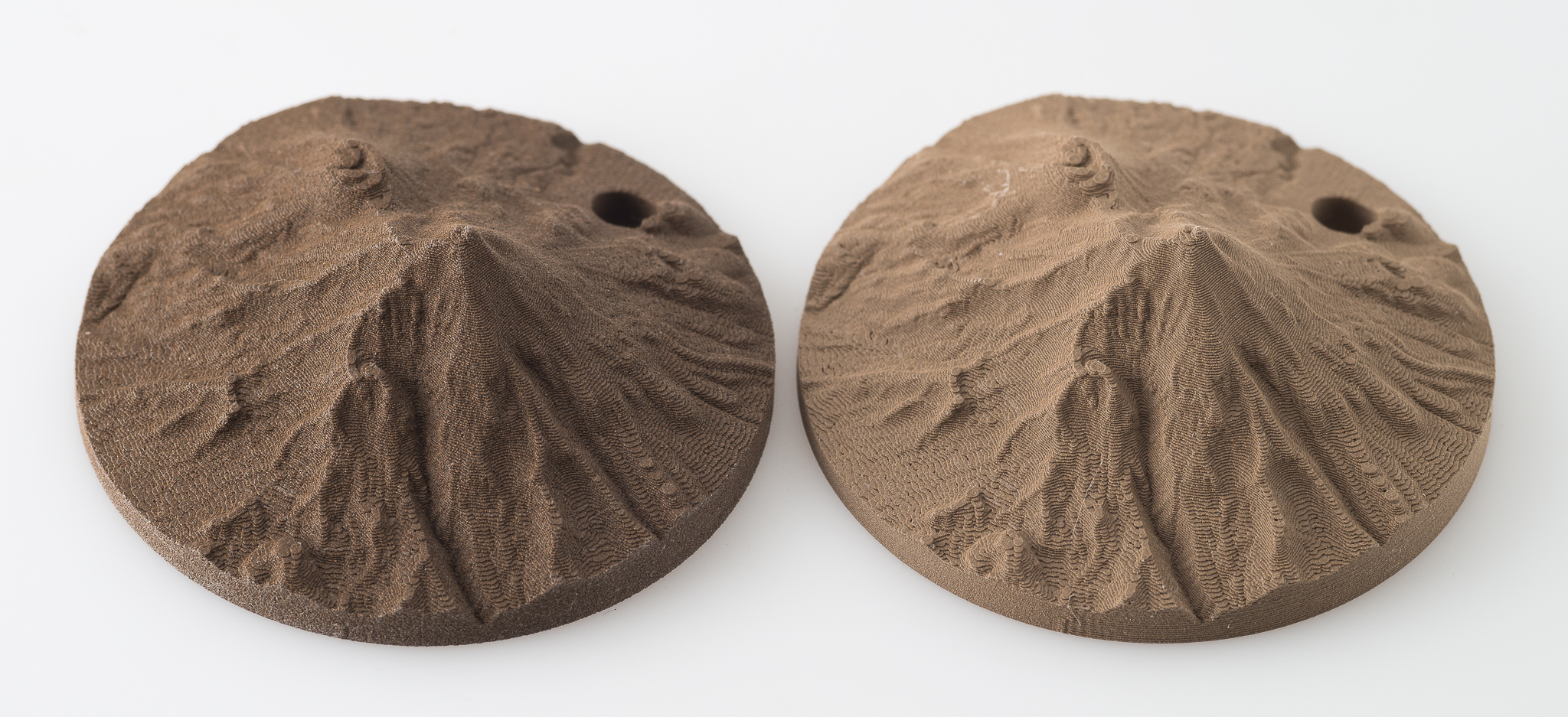
Metal Powder Filaments

I like metal powder infused filaments, they’re fun to use and whether unprocessed or polished, and can produce prints that look and feel very different from the normal plastics. Not all the metal filaments have these benefits though, there’s a big difference between metal powder filaments and metal colored filaments, and many filaments fall somewhere between. Metal colored filaments can produce great results and are much more affordable, but I’m mostly comparing filaments that have or claim to have actual metal in them.

PETG Warping
I’ve had some issues with warping when printing with eSun PETG, which was surprising since I’ve never noticed any warping with PET before that. Since many people seem to be getting warp free prints with eSun PETG, I assumed it might be caused by PETG from the early production runs. So I purchased a new spool, and it does look quite a bit different (rougher texture to the filament). For a test object, I used a fin on my ski pulk as that was one of the prints I was having troubles with. The original was printed as a vase print, with a 1.5mm extrusion width. The retest was done at a 1/3rd scale, also as a vase print.


{kind=link}
{kind=link}
{kind=link}